巻取トラブルは外観で認識されるものが多い。ここでは代表例を挙げてそれぞれの発生要因と改善方針を紹介する。
ブロッキングと半径方向応力
硬巻きによってウェブの機能や品質が低下するトラブルであり、半径方向応力が関係する。
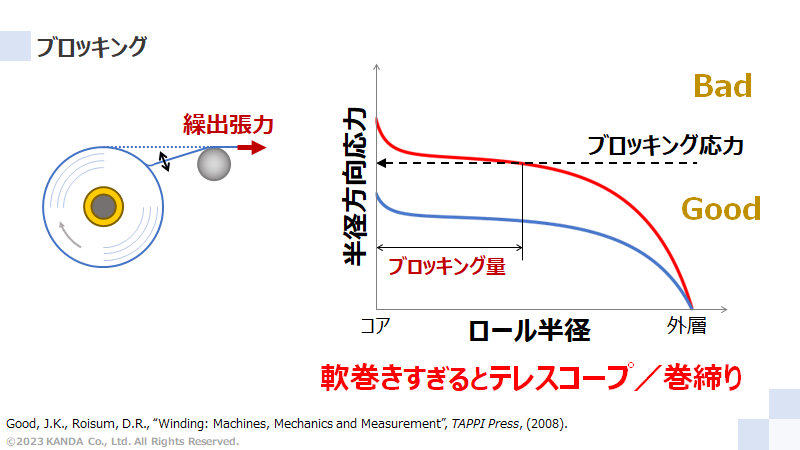
硬く巻きすぎた巻取ロール内には過大な半径方向応力が作用している。この応力で圧着されたウェブ同士が引き離されるとウェブ表面の変形やウェブの破れ、塗工された機能層の破壊が顕在化することがある。このようなトラブルがブロッキングである。
ブロッキングした巻取ロールを繰り出すと図左のような状況が観察される。ウェブが巻取ロールから離れる位置は、問題がなければ点線の位置になるが、ブロッキングしていると巻取方向にシフトする。ウェブの離れぎわで振動や剥離音も確認できるかもしれない。
図右はロール半径に対する半径方向応力とブロッキング応力を示したグラフであり、半径方向応力がブロッキング応力を超えるとブロッキングする。赤線の場合では内層側でブロッキングが発生するが、青線の場合では発生しないといえる。つまり、半径方向応力を下げることが改善方針である。
しわ・弛みと円周方向応力
圧縮と引張によってウェブが変形するトラブルであり、円周方向応力が関係する。
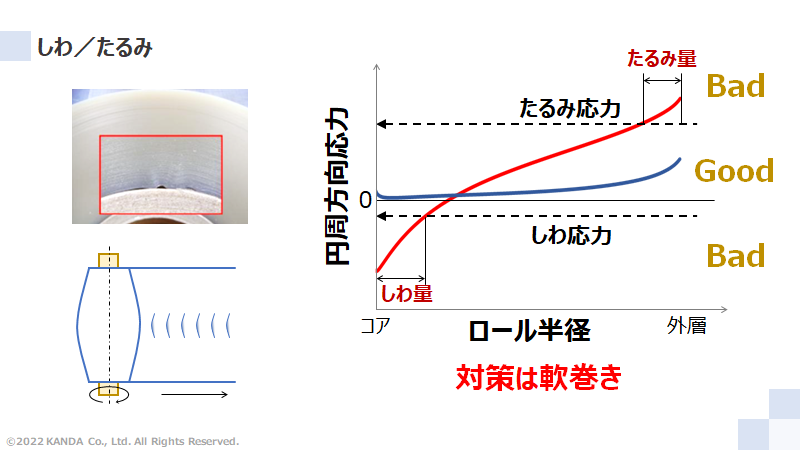
図左上はコア近傍で発生した しわの写真である。しわは圧縮の円周方向応力がウェブの座屈臨界値を超え、かつ変形できるスペースがある場合に発生する。
中央が厚いウェブの巻取ロールを繰り出したところ、中央部分が弛んでいた様子を図左下に示している。弛みはウェブが過大な引張の円周方向応力によって元の長さに戻らないほど伸ばされると発生する。
図右はロール半径に対する円周方向応力、しわと弛みが発生するそれぞれの応力を示している。赤線の場合では円周方向応力がしわ応力を下回る範囲で しわ、弛み応力を上回る範囲で弛みがそれぞれ発生する。一方青線の場合では円周方向応力が二つの閾値の間であるために しわと弛みは発生しない。この赤線から青線にするのが改善方針である。
宙吊り保管でのトラブルと空気抜け
保管中にロール形状が変形していくトラブルであり、空気の抜けが関係する。
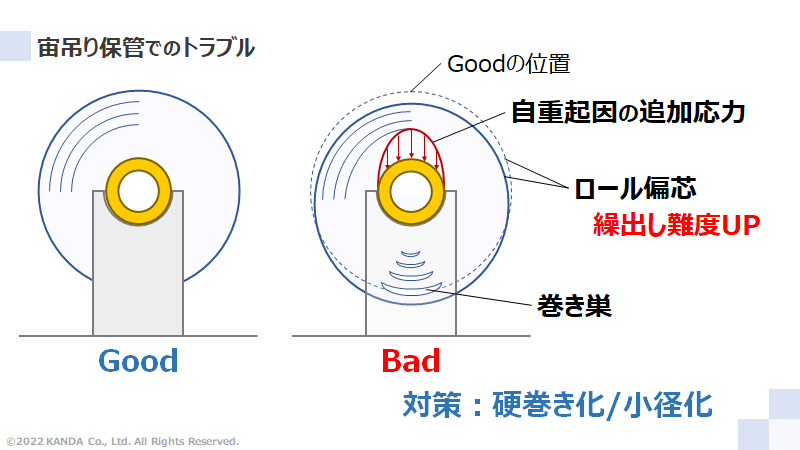
巻取ロールを保管する際、そのロールをコアで支えた状態で保管する場合がある。図左は巻取後から時間が経過しても巻き姿が変わらない状態、一方、図右は徐々に巻取ロール内の空気が抜け、ロール自身の重さによって変形した状態をそれぞれ表している。
巻取ロールが変形すると、コア上面では自重起因の追加応力が生じる。その結果として1回転周期でブロッキングが発生することがある。また、下面では巻き巣(ロール端面から逆側が覗いて見える隙間)が生じ、この空間で しわ やトンネリング(積層された内側のウェブがトンネル状に変形する現象)が発生する場合もある。
宙吊り保管のトラブルは巻取ロール内の空気が多いと生じやすい。空気を入れすぎないことが改善方針である。
巻締り
張力によってウェブ間がスリップして巻取ロールが締まる現象。この結果としてウェブ表面やロール形状に関わるトラブルを誘発する。
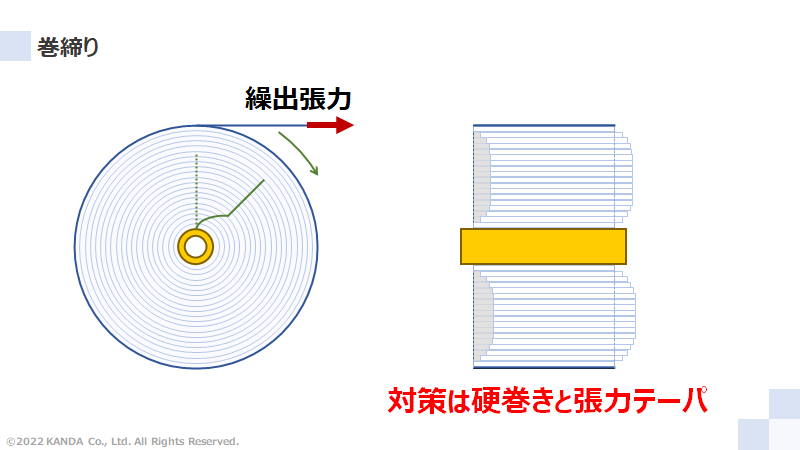
繰出工程にて巻締りした状態を表している。図左のように巻締り前にロール端面に直線(点線)を描いたとすれば、巻締り後に内層側のウェブ間が滑って実線のように線が変形する。そうすると滑ったウェブ表面にはスリップ傷や塗工層ダメージが生じることがある。また、図右のようにロール端面が軸方向に変形すると、巻取後に輸送・保管するときに機器やラックに乗せられないといった問題が生じる場合もあります。
巻締りの改善方針は、滑らないようにロール内層側を硬巻きにしつつ、ロール径が大きくなるほど張力を低くすることである。
関連ページ
