研究開発の完了したウェブ製品は、次の段階として生産工場での量産試作が検討されることが多い。ウェブ製品の性能や品質はもちろんのこと、巻取ロールとしての安定生産の可否も確認される。ここでは、量産試作における長尺化に着目した巻取条件の事前検討について紹介する。
量産試作に至るまでのシチュエーション
あなたは量産試作の条件を設定する担当者
研究開発が完了したウェブ製品に関する情報は次のとおり。これらの情報をもとに試作条件のひとつである巻取条件を設定する。
- 研究開発における試行錯誤の結果、新規ウェブ製品(シートサンプル)の開発に成功した。
- 研究所のテスト設備で試作した500m巻きのロールを顧客に提出。この時の巻取張力は170N/m一定であった。
- 顧客評価は極めて良好。実生産スケールでの検討をしたいとの顧客要望を受け、工場の生産ラインで3,000m巻きのロールを量産試作して提出する計画である。
- 顧客からは特に指摘事項がなかったことから、顧客に提出した小巻ロールの品質は問題なしと判断している。
研究所での試作条件と同じ巻取条件
研究所のテスト設備と同じ巻取張力で工場での量産試作をした場合の内部応力を事前評価し、その結果からトラブルの発生リスクを評価
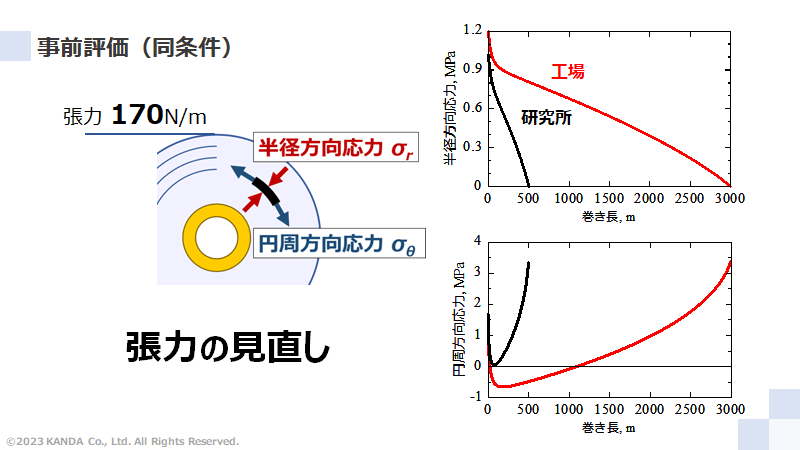
図右は巻取張力を170N/mとした場合の巻き長に対する半径方向応力と円周方向応力の計算結果をそれぞれ示している。なお、黒線は研究所のテスト設備、赤線は工場の生産ラインでの計算結果である。
図右上の半径方向応力の結果から、巻き内側で両者を比較すると工場の方が高いことがわかる。これより、ブロッキングの発生リスクが高まると判断できる。
一方、図右下の円周方向応力の計算結果の結果から、工場の場合でマイナスの圧縮になる領域があることがわかります。この領域で しわ の発生リスクがあると判断できる。
以上の結果から、研究所と同一条件では工場での量産試作においてブロッキングと しわ が発生する可能性があるといえる。これらのトラブルを未然に回避するため、巻取張力を見直すことにする。
量産試作での巻取条件の決定
巻取張力の初期値とテーパ率を調整し、ブロッキングと しわ を同時に回避
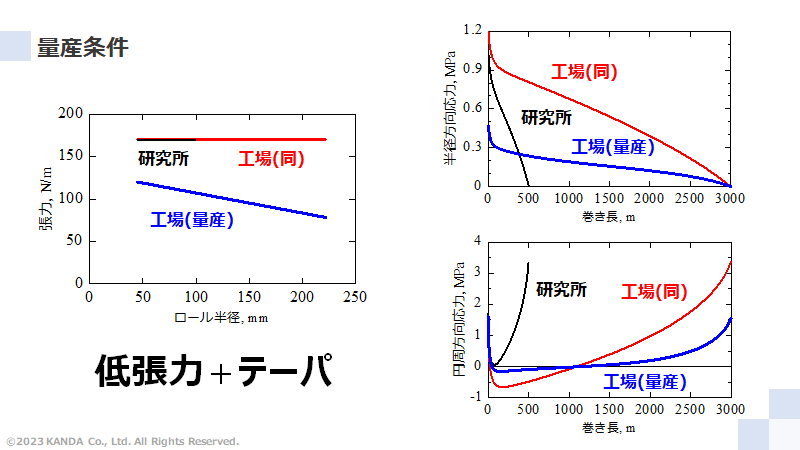
図左はロール半径に対する巻取張力の設定値を示している。黒線が研究所、赤線が工場(同:研究所と同一条件)でともに170N/m、青線が工場(量産:探索して決定した量産条件)で初期張力を下げてテーパをかけている。それぞれの巻取張力における半径方向応力と円周方向応力の計算結果を図右に示している。なお、テーパとはロール径の増大に伴い張力を低下させていくことをいう。
図右上の半径方向応力の結果から、工場(量産)は工場(同)と比較して低下している。これより、ブロッキングを回避できると判断できる。
一方、図右下の円周方向応力の結果から、工場(同)での圧縮領域におけるマイナスの値が工場(量産)では大幅にプラス方向にシフトしている。これより、しわの発生リスクを低減できると判断できる。
以上の結果から、工場(量産)の巻取条件で量産試作することに決定した。
このようにして巻取理論にもとづいた数値計算を活用することで、トラブルの発生リスクを事前に評価して未然防止できる巻取条件を客観的に決定することができる。これは試作費用の削減、さらにはクレームによる顧客の信頼性低下の抑制に寄与するであろう。
関連ページ
