さまざまな巻取トラブルを同時に抑制できる、バランスの取れたテーパ張力巻取りについて解説する。
この記事の目次
テーパ張力の定義
生産中のロール半径の増大にともない一定の割合で下げていく巻取張力の設定
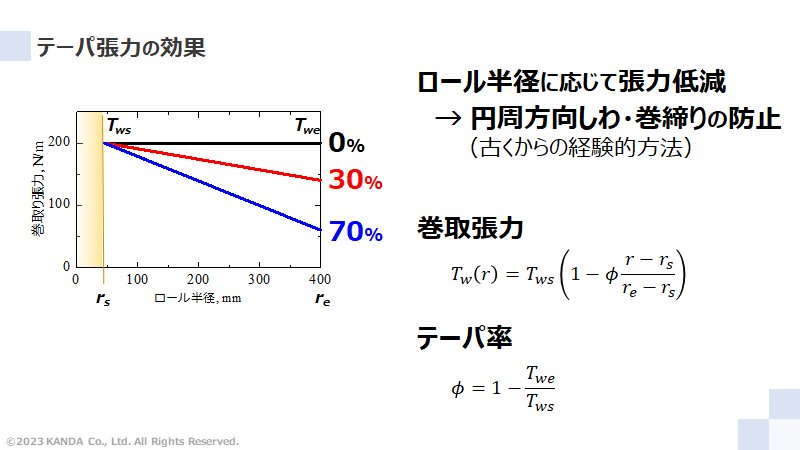
さまざまなトラブルを防止しやすい巻取り方法として、テーパ張力巻取りが古くから知られている。これは巻取りの進行に応じたロール半径の増大にしたがって張力を直線状に下げていく方法である。なお、張力を下げる度合いをテーパ率とよび、初期張力を基準としたパーセンテージで定義される。
図左のように基準初期張力を0%とすると、張力はテーパ率が0%であれば巻取り中ずっと一定、30%や70%であれば最終ロール半径でそれぞれの数値分だけ低下する。
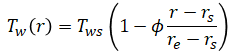
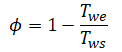
巻取ロール半径がrのときの巻取張力Tw(r)とテーパ率Φは、初期と最終における張力とロール半径の関係からそれぞれ次の数式で表される。
【巻取張力】

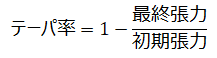
【テーパ率】
テーパ張力でのトラブル抑制効果
異なるテーパ率での内部応力とトラブルの関係を解説
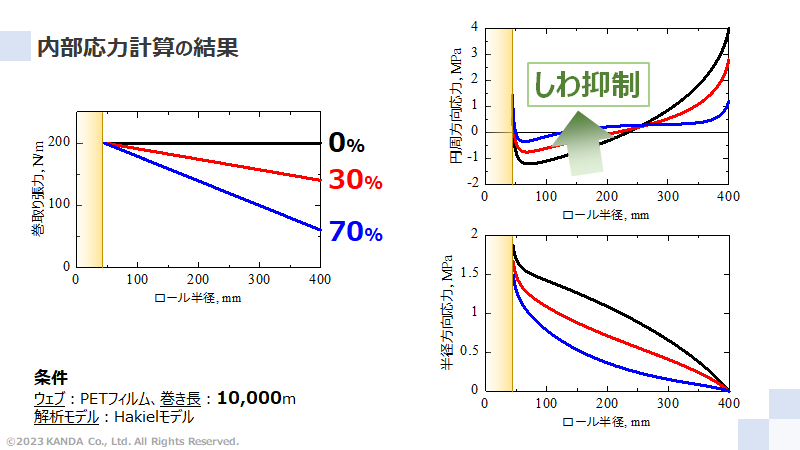
テーパ率を0%、30%、70%とした場合の半径方向応力と円周方向応力の計算結果を示している。共通条件は初期張力200N/m、最終半径400mmに達する10,000m巻きとした。なお、数値計算にはHakielモデルを適用している。
テーパ率が0%、30%、70%と高くなると、円周方向応力でのマイナスの圧縮領域がプラスの引張応力側にシフトする。この傾向が円周方向しわの発生リスクの低減につながる。その一方でロール半径の大きい外層側ではテーパ率が高いほど引張応力が低い。弛みは過大な引張応力による元に戻らない変形であるため、弛みを抑制するにはテーパ張力での巻取りが効果的である。テーパ率が高いほど半径方向応力は全体的に低くなる。半径方向応力の最大値を下げる効果があるのでブロッキングの抑制につながる。
以上のように、テーパ張力巻取りはさまざまな巻取トラブルを同時に抑制できる、バランスの取れた巻取方法といえる。
関連ページ
