室温で巻き取られたロールが周辺環境の温度変動にさらされ、その結果として巻取トラブルが顕在化し、次工程で繰り出した際に認識されるパターンである。四季と関係すれば季節要因、海外輸送をともなう場合は地域要因となる。このようなトラブルの発生メカニズムを理論的観点から解説する。
想定シチュエーション
ウェブ製品の量産開始後、夏にトラブル発生するがその他季節では安定生産
ここでは新規ウェブ製品の量産開始から約一年の生産状況を次のように想定する。
- (春)繰り返し試作で量産条件を確立
- (夏)順調に生産していたが突如、巻取トラブル(ブロッキングとシワ)が顕在化
- (秋)対策条件を見極める試作を実施
- (冬)ロール品質が最も良かった条件を新たな量産条件に設定
- (春)安定生産
- (夏)巻取トラブルが再発
量産開始前の繰り返し試作で決定した最良条件であっても、毎年夏にブロッキングとシワ発生するシチュエーションを想定している。巻き取った時は問題がなくても、巻取ロールの輸送中や保管中にトラブルが顕在化することが問題となる。このようなトラブルに巻取りロール周辺の環境温度の変化が関係していることを認識できないと改善は難しい。理論的な観点からはウェブやコアの温度が変化することでそれぞれが膨張・収縮すること、これが本質的な要因である。
数値シミュレーション
四季における巻取ロールの内部応力を理論予測し、トラブルとの関係を明確化
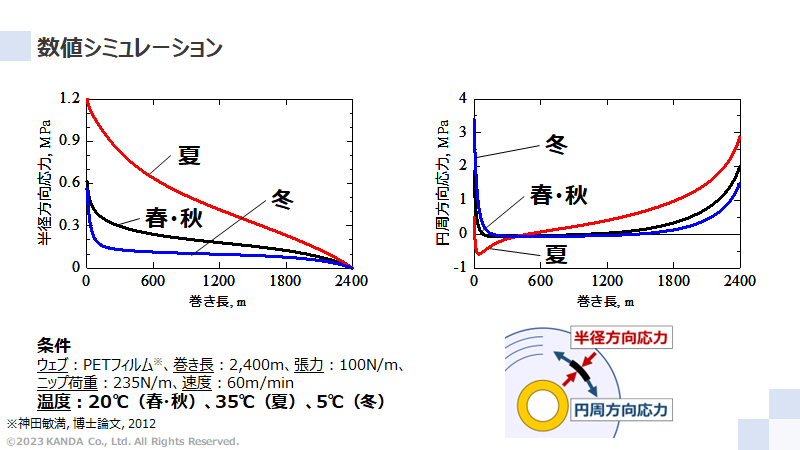
図中に半径方向応力と円周方向応力の数値計算結果をそれぞれ示している。室温20℃で巻き取ったロールを倉庫で保管する際、春・秋(黒線)は20℃で温度変化しない、その一方で夏(赤線)は35℃、冬(青線)は5℃にロール温度が変化する想定とした。
巻取条件を設定した春・秋を基準に考えると、夏では半径方向応力は全体的に約2倍となり、円周方向応力は強いマイナスの圧縮領域があることがわかる。一方、冬の場合では、半径方向応力は半分、円周方向応力は概ねゼロ以上の引張となっている。四季を通じて比較すると、夏の場合にブロッキングとシワが発生することが理解できるであろう。また、このクレームに対する改善条件を見極めようと秋・冬に試作とロール品質の評価を行ったとしても、夏の温度上昇による内部応力の変動を考慮していなければ再発につながる。
ここで、ウェブやコアの物性、巻取条件が異なると同じような傾向にはならず、逆に冬の方が巻取トラブルになりやすいケースもある。この点には注意が必要である。
トラブル改善の方向性
事前想定した条件の設定と影響の抑制
四季あるいは海外輸送の場合は気候を問わず、いかに巻取トラブルを防止してロール品質を安定化させるかが技術者の腕の見せ所と言えよう。
ウェブ製品の特性を変えない(ウェブ製品を改良しない)を前提とすれば、環境温度が変動してもトラブルが発生しない内部応力になるように巻取条件を最適化することが最も一般的であろう。別の方法として内部応力が変化しにくい状況を作りこみが挙げられる。例えば、硬さや膨張・収縮が適切なコアへの変更、巻取ロールが温度変化しにくい環境にする方法(巻取ロールの梱包形態や保管・輸送方法の変更など)である。
関連ページ
