巻取トラブルの種類やその要因は多岐にわたるものの、ロール品質に関わる内部応力と空気膜をコントロールする最重要パラメータは張力(ニップのある中心駆動巻取の場合はニップ荷重も)である。ここでは、空気膜の厚み(空気層厚み)に関する理論的な概念を紹介する。
空気層厚みの変化と等価層の概念
巻取り中に巻き込まれる空気層と理論における取り扱い
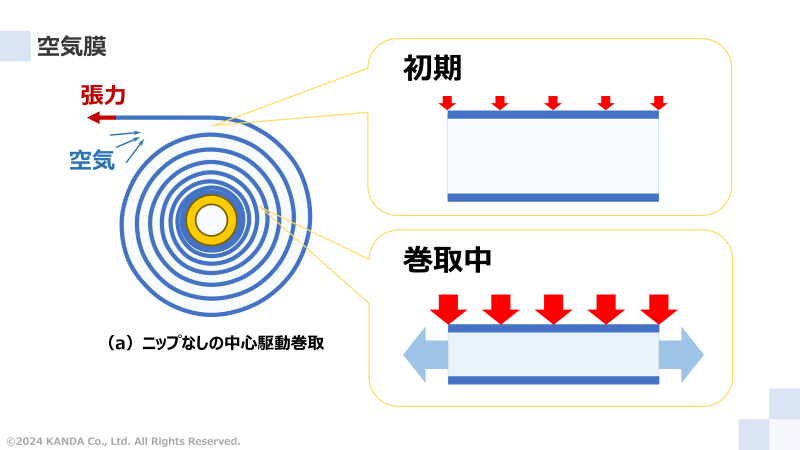
ニップのない中心駆動巻取において、巻き取っている最外層ウェブと既に巻かれたロールとの間に空気が流入し、空気層が形成されたイメージである。最外層では張力起因の小さい半径方向応力(kPaオーダー)と釣り合う初期の空気層厚みになるが、巻取りが進むことで増大していく半径方向応力(~MPaオーダー)による圧縮、およびロール端面からの空気流出によって徐々に薄くなっていく。
巻取ロールとして見るとウェブと空気層がミルフィーユ状になっている。これを理論的に取り扱うときは次のように考える。
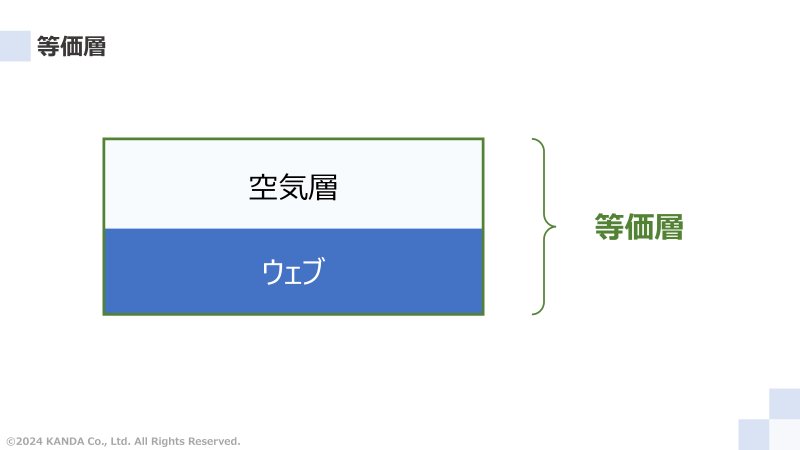
空気層とウェブを複合した1枚のウェブ(等価層)とみなす。ここで空気層をコンニャク、ウェブを金属板とし、それぞれを貼り合わせたものをイメージしてほしい。外力を与えた場合、厚さ方向(図の縦方向)には変形しやすく、巻取方向(図の横方向)には変形しにくい。特に厚さ方向の変形のしやすさ、これが低張力化や増速による巻取りロールの剛性低下の概念であり、巻込まれる空気が多くなるほど巻取りロールが軟らかく感じるようになる。
空気層が関係する表層ズレ
巻取ロール表層でのウェブの蛇行
ウェブ表裏には粗さ突起が存在する。この表面粗さと空気膜厚さの関係もロール品質に影響を及ぼす重要なファクターである。
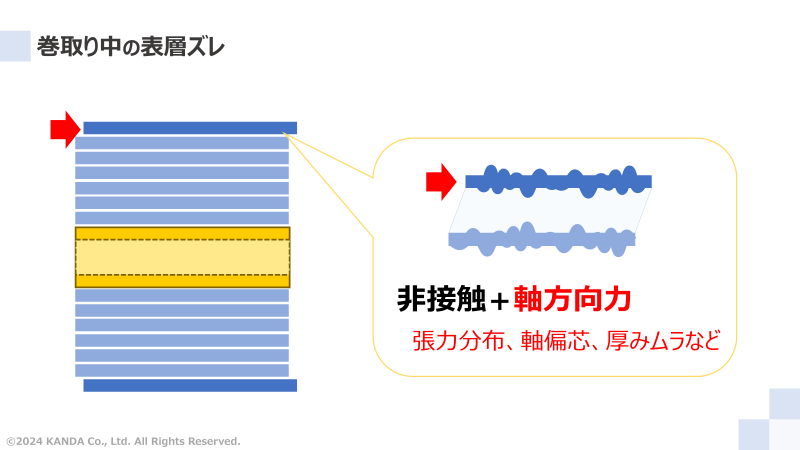
巻取り中にロール径が大きくなると巻取ロール表層でウェブが蛇行するように軸方向でズレてしまい、端面が不揃いになる現象がある。
図は表層ズレのイメージである。巻取りが進んでいくと、表層とその内側のウェブ間が非接触状態になることがある。この状態で幅方向の張力分布、巻取軸の偏芯や厚みムラなどの軸方向力が作用すると、表層ウェブがズレてしまう。ウェブハンドリング理論において、このウェブ間の接触状態を判定する指標が合成自乗平均平方根粗さRqであり、ウェブ表裏の粗さを一つの数値で表現したものである。
ウェブ同士の接触状態の評価指標
ウェブハンドリング理論では、合成自乗平均平方根粗さと空気厚みの関係で評価
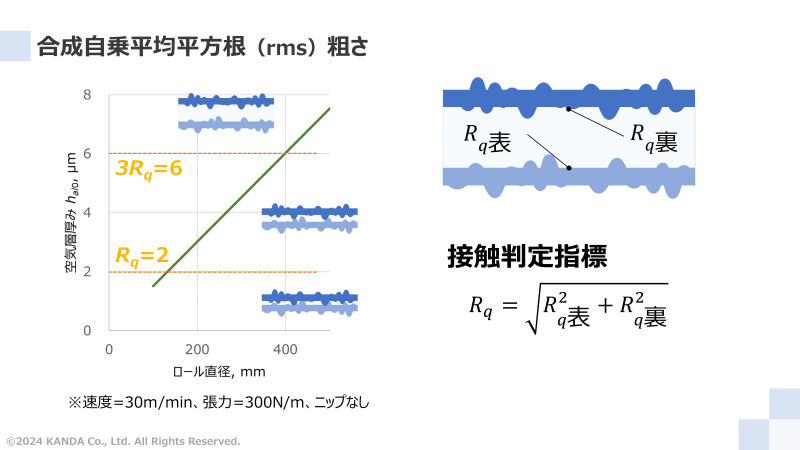
図中にRqの計算式を示している。手順としては接触式表面粗さ計などでウェブの表と裏の粗さをそれぞれ計測する。その結果としてウェブ表面の凹凸形状のデータが得られ、それと同時にデータ処理されたいくつもの種類の粗さが自動的に算出されるであろう。このときに自乗平均平方根粗さを選ぶ。これより、ウェブ表面のRq表、裏面のRq裏の数値がそれぞれ取得できる。さらにそれぞれを計算式に代入すると、ウェブの接触判定指標である合成自乗平均平方根粗さRqが求められる。この数値は、多くの場合でウェブ製品固有のものなので、製品ごとに知っておくと良い。
図中のグラフは表層ズレの理論予測に関するものであり、その条件は巻取速度を30m/min、張力を300N/m、ニップなしの中心駆動巻取とした際の巻取りロール直径に対する初期空気層厚みの計算値である。この理論計算にはを使っている。

初期空気層厚みはロール半径、巻取速度と張力の比の2/3に比例するという関係を示している。例えば増速時の張力設定では、初期空気膜厚みを同じにしたいのであれば、増速の比率と張力の比率を同じになるようにすればよい。
ここで、図中のグラフは巻取速度と張力を一定とした計算であるため、ロール直径に対して線形に初期空気層は厚くなっている。なお、ウェブハンドリング理論では、ウェブの接触状態は空気層厚みhalと合成自乗平均平方根粗さRqの関係から3つに分類される。
1)hal < Rq:境界潤滑領域
2)Rq ≦ hal ≦ 3Rq:混合潤滑領域
3)3Rq < hal:流体潤滑領域
ウェブ同士の接触は、1)の境界潤滑領域ではウェブ表面の粗さ突起同士が自然に接触している状態、3)の流体潤滑領域では完全に引き離された非接触の状態、2)の混合潤滑領域では接触領域と非接触領域が混在する状態になることを意味している。
したがって、ここで対象としたウェブの合成自乗平均平方根粗さRq が2μmであるから、表層ズレはウェブ同士の接触が流体潤滑用域になる空気層厚さ6μmに達するロール直径400mm以上で発生すると予測できる。これを防止するには、計算式が意味するように巻取速度を下げる、あるいは張力を高くすることが考えられるが、実際には生産性を落とせないので後者が現実的であろう。ただし、これによって巻取工程の上流側の張力も高くなるため、ウェブ搬送でのトラブルが生じないようにする配慮が必要になる。これはトレードオフの関係になり易い。
ここで、巻取方式としてニップありの中心駆動巻取が採用できるのであれば、こちらの方が空気層厚みをコントロールしやすい。ニップありの場合の初期空気層厚みは、理論的には張力とは無関係であり、ニップ荷重のみ調整パラメータになるためである。ニップがない場合と比較して1/10程度のオーダーで調整できる。
関連ページ
